I have too much computer technology:
- 10″ android tablet
- 7″ android tablet
- 15″ windows laptop
- A bunch of android phones
I use the phone and the laptop a lot. BUT the laptop is just a bit too clunky for travel. So…. enter the Windows Laplet.
I want a windows device, because I have some particular apps I want to run that are only available under windows. Also I am very well versed in c# and .Net, so its easy for me to write for this platform.
I ended up buying a Lenovo MIIx 300 Windows tablet with keyboard docking station. Basically it is a Windows Netbook with a removeable laptop.
Pros
- Its windows
- It can sit on my lap without tipping over
- Its small 10.1″
- Lots of goof reviews for reliability
- Remote desktop works just fine
Cons
- The keyboard is “compressed”, and I do make a lot of mistakes
- 2GB of ram is not a heck of a lot
Anyways, it will be just fine for travel.Movies, internet, facebook, trello and remote desktop.
















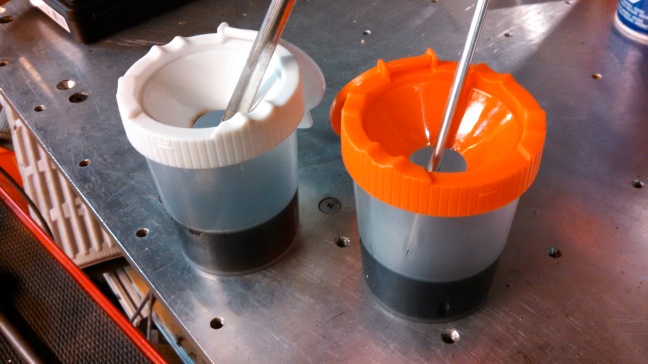 Here is some sweet little containers that can be used for cutting oil. They are spill proof and little top funnels that allow the cutting fluid to drop back in the container.
Here is some sweet little containers that can be used for cutting oil. They are spill proof and little top funnels that allow the cutting fluid to drop back in the container.